Содержание
- Технологические карты и аналоги в 1С:УПП
- Технологические карты
- Аналоги
- Планирование производства в УПП 1.3. Возможно ли это.
- A1. На каких данных работает планирование.
- A2. Аналитика планирования.
- A3. Куда сохраняется информация по планированию. Структура регистров.
- A4. Заказы покупателей.
- A5. Страховые и межоперационные запасы.
- A6. Учет аналагов при синхронизации остатков.
- A7. Нормативно-справочная информация.
- A8. Откуда берутся характеристики. Как отрабатывает система их появление.
- A9. Алгоритм планирования.
- A10. Результат на выходе.
- A11. Что было, что стало.
- A12. Планы на будущее.
- Сертифицированные модели оборудования
Технологические карты и аналоги в 1С:УПП
Технологические карты
Описание технологии производства в программе 1С:УПП производится в объекте «Технологическая карта». В ней нормируется технология изготовления по конкретной спецификации.
Технологическая карта задается не на изделие, а на процедуру выполнения конкретной спецификации!
Технологическая карта в 1С:УПП – это расшифровка, из каких процедур, из каких операций состоит процесс производства по некоторой спецификации.
Рассмотрим, например, такую схему производства: из Трубки и Кабеля мы через промежуточный полуфабрикат «Каркас» и материала «Абажур» собираем продукцию «Торшер».
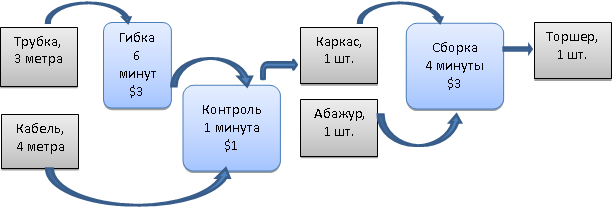
Рисунок 1 – Полная схема производства
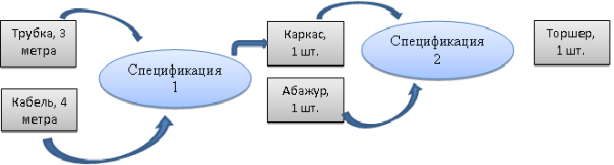
Количество технологических карт для описания такой схемы зависит от выбранного количества спецификаций. Поскольку есть вероятность, что полуфабрикат «Каркас» будет выпускаться независимо (иначе бы его вообще не выделяли отдельной номенклатурой) – на него должна быть своя спецификация. И вторая спецификация – это на производство изделия «Торшер» из «Каркаса» и «Абажура». Значит, и технологических карт будет тоже две.
![]()
![]()
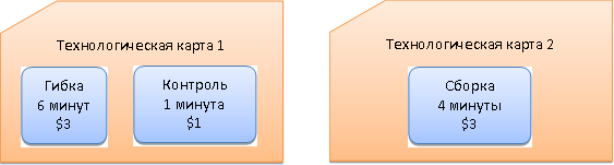
Рисунок 2 – Схема производства по спецификациям и технологическим картам
Технологическая карта – инструмент планирования (интерфейс «Планирование», Справочники – Планирование — Технологические карты производства). Содержит внутри себя:
- Перечень технологических операций, которые надо сделать.
- Связи операций – каждая операция знает, на какую следующую операцию нужно передать свои результаты. Если операция конечная – у нее пустая ссылка на следующую операцию (признак того, что это конечная операция).
- Рабочий центр, на котором выполняется операция (или группа заменяемости рабочих центров).
- Параметры выполнения этапа – время выполнения и количество операций, совершаемых на этапе.
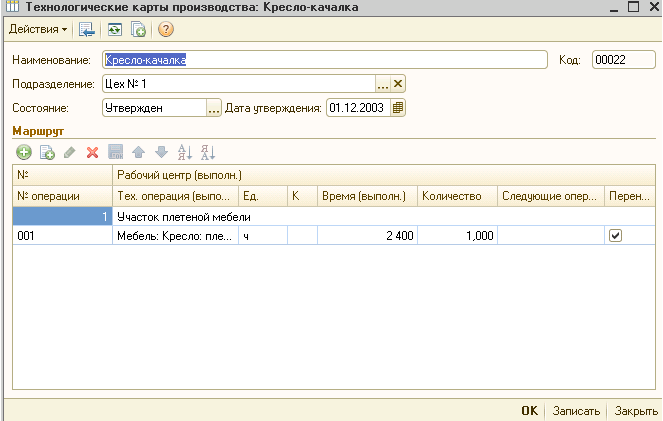
Рисунок 3 – Технологическая карта
Поля «Подразделение» и «Состояние» необязательны к заполнению.
Реквизит табличной части «№ операции» — уникальное имя операции в этой карте, может содержать и цифры, и буквы, нельзя использовать запятые, точки с запятой, точки и пробелы.
Рабочий центр – исполняющее оборудование (станки, производственные линии, узлы, участки, подразделения) или группа заменяемости. Используется только для планирования (график доступности рабочего центра), то есть если предварительное или посменное планирование не применяются, в технологических картах рабочие центры можно даже не описывать.
Технологическая операция – это операция, исполняемая на данном этапе. Перечень их хранится в справочнике «Технологические операции» (справочник предназначен для целей планирования себестоимости, посменного планирования производства и учета оплаты сдельного труда).
Время выполнения – длительность исполнения операции. Точнее, это будет база для вычисления времени операции, которое рассчитывается как произведение реквизита «Время выполнения» на коэффициент «К». По умолчанию заполняется из технологической операции, но могут быть скорректированы пользователем.
Количество – это сколько операций следует произвести. Понятно, что от этого зависит и общая стоимость обработки, и время выполнения.
Поле «Следующая операция» — это имя следующей операции по маршруту (или имена нескольких следующих, перечисленных через запятую). Если поле оставлено пустым, то эта операция конечная. Конечных операций может быть несколько.
Реквизит «Перенос» применяется исключительно при посменном планировании производства – он определяет, можно ли эту операцию выполнять за несколько дней, а не за один. Или операция неделимая, например, термообработка, которую разрывать нельзя.
Последовательность, в которой будут производиться операции, система определяет по полю «Следующая операция», в котором может быть указан номер одно(нескольких) следующей операции или не указан(конечная операция). В силу такого описания маршрута можем описывать и расхождения, и схождения по маршруту:
- Если в технологической карте есть этап(операция), у которой в поле «Следующая операция» через запятую перечислено несколько номеров последующих операций – это «разветвление» маршрута. После этой операции могут запуститься несколько следующий(и не обязательно параллельно).
- Если же у двух этапов(операций) в поле «Следующая операция» указан одинаковый номер третьей операции, то будет происходить «схождение» веток, когда две операции заканчиваются третьей операцией.
Связь технологических карт со спецификациями в 1С:УПП осуществляется через регистр сведений «Технологические карты спецификаций номенклатуры»:
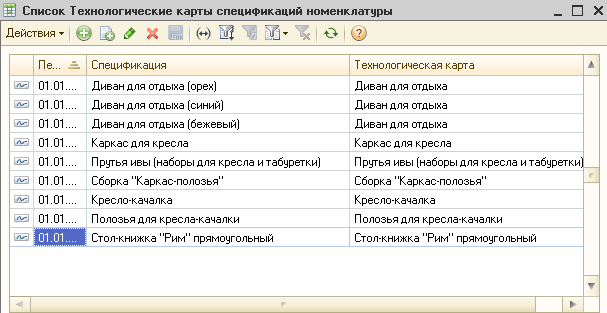
Рисунок 4 – Связь спецификаций и технологических карт.
Назначение технологической карты для спецификации можно произвести также прямо из формы спецификации (в первый раз). Изменять и редактировать эту связь в последующих случаях – уже только через регистр.
Вторая связь спецификаций и технологических карт не такая явная. Есть еще один момент: внутри технологической карты ни для какой операции не хранится информация о том, какой материал на этой операции обрабатывается – технологическая карта не знает, какую номенклатуру обрабатывает, она описывает только процедуру выполнения, а что ей «Подсунут» на выполнение на каждую операцию ей всё равно. Поэтому мы должны сами описать в системе:
- Для каждой входящей номенклатуры – на какой операции в технологической карте она поглощается.
- Для каждой производимой номенклатуры – результатом какой операции она является.
Это указывается в спецификации, связанной с нашей технологической картой. То есть, каждый материал должен знать, на какую операцию он подается, а каждая продукция – на какой операции возникает. Но связывание номенклатуры спецификации с технологическими операциями не обязательно – функциональность связывания входов и выходов с операциями в технологической карте используется только в задачах посменного планирования.
Если мы не применяем посменное планирование, мы технологические карты можем использовать для заполнения документов производственного учета (например, заполнение перечня технологических операций в отчете производства за смену). Кроме этого, технологические карты используются при нормировании(расчет нормативов трудовых затрат для формирования плановой себестоимости – обработка «Расчет плановой себестоимости»).
Аналоги
Аналогами материалов и комплектующих в 1С:УПП считаются те материалы и комплектующие, которые могут быть использованы вместо основных, причем их использование не изменит качества изготовленной продукции. Как правило, аналогами материалов приходится пользоваться по факту, в результате нехватки основных материалов. Планирование использования аналогов в конфигурации не ведется.
Аналоги задаются в регистре сведений «Аналоги номенклатуры»(интерфейс «Производство» — Номенклатура – Аналоги номенклатуры). Обязательно указание следующих реквизитов:
·»Номенклатура» – номенклатура, которая будет заменяться аналогом, возможно дополнительное указание характеристики
·»Вид аналога» – комплектующая или узел
·»Аналог» – номенклатура или номенклатурный узел, на который будет производиться замена, для номенклатуры возможно также указание характеристики
·»Количество» и «Единица» – количество и единица измерения номенклатуры, подлежащей замене
·»Количество аналога» и «Единица» – количество и единица измерения аналога, на который будет выполняться замена.
Дополнительно можно указать условия, при которых может выполняться замена. Например, можно указать явно спецификацию, продукцию, характеристику продукции, при производстве которой комплектующие могут быть заменены аналогами. Если для одной комплектующей задано несколько вариантов аналогов, то выбор аналогов может выполняться по приоритетам. Приоритет использования аналога указывается в реквизите «Приоритет». Нулевой приоритет (устанавливается по умолчанию) является наивысшим, то есть, аналоги с этим приоритетом будут использоваться в первую очередь.
Аналоги используются для подбора комплектующих, которые были использованы при производстве продукции в документы выпуска продукции. Например, «Отчет производства за смену» (при заполнении вкладки «Материалы» в режиме «Заполнить с подбором аналогов»).
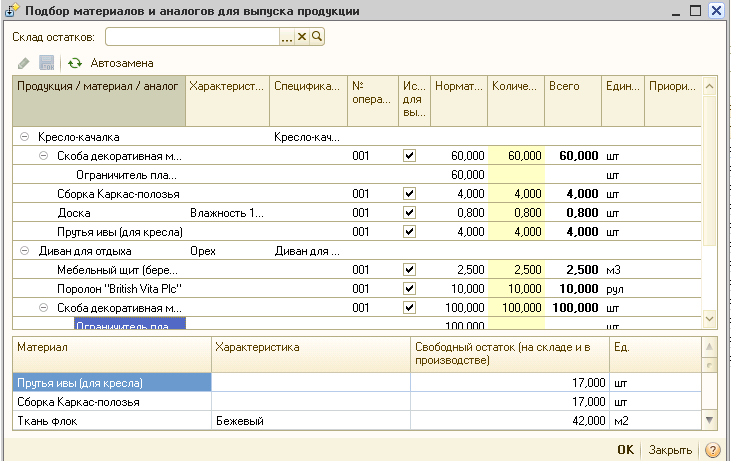
Рисунок 5 – Подбор материалов и аналогов
Открывается окно помощника и строится дерево возможных комплектующих по данным спецификаций изготовления продукции. Дерево имеет четыре уровня вложенности. На первом уровне показана продукция, на втором – перечень комплектующих согласно спецификации, на третьем – возможные аналоги комплектующих, если аналог является узлом, то на четвертом уровне будут показаны все составляющие узла.
Для комплектующих и аналогов справочно выводится следующая информация:
·»№ операции» – номер технологической операции, на которую подаются материалы согласно технологической карте производства (видна только если используется посменное планирование)
·»Норматив» – нормативное потребление комплектующих по данным спецификации
·»Единица» – единица измерения количества комплектующих
·»Свободный остаток на складе» – количество комплектующих или аналогов, которое есть в свободном остатке на складе
·»Свободный остаток в НЗП» – количество комплектующих или аналогов, которое есть в свободном остатке в незавершенном производстве, показывается только для той номенклатуры, для которой в справочнике «Номенклатура» включен признак необходимости ведения оперативных остатков материалов в НЗП
·»Приоритет» – приоритет использования аналогов, который задан в регистре сведений «Аналоги номенклатуры»
Подбор аналогов можно выполнять в автоматическом режиме (кнопка «Автозамена»). При нажатии на кнопку «Ок» в табличную часть документа перенесутся те строки, которые отмечены в колонке «Используется для выпуска».
Спасибо!
Планирование производства в УПП 1.3. Возможно ли это.
A1. На каких данных работает планирование.
- 150 тыс. активной номенклатуры (готовая продукция, полуфабрикаты, материалы).
- 2000 заказов покупателей в работе.
- От 7 до 18 переделов от материалов до готовой продукции.
- 17 складов и 14 подразделений.
- До 500 тыс. строк детальной информации по планированию.
- Горизонт планирования до 60 дней (позволяет видеть дату выполнения всех заказов).
- До 100 тыс. строк планов.
- 5 удаленных складов (в других городах) и 2 местных склада готовой продукции.
A2. Аналитика планирования.
В планировании используется следующая аналитика. (Справочник с предопределенными элементами и регистр сведений).
- Склады, на которых учитываются свободные остатки.
- Склады, на которых учитывается зарезервированная под заказ продукция. Пункт 2. В общем случае не совпадает с пунктом 1., так как сюда могут входить дополнительно удаленные склады в других городах, склады в пути.
- Подразделения, участвующие в планировании.
- Список качеств, которые участвуют в планировании. Кроме качества «Новый» в планировании могут быть задействованы и другие качества.
- Список статей затрат, остатки по которым обрабатывает планирование.
- Список контрагентов, переработчиков давальческого сырья. По этим контрагентам анализируется регистр «Товары переданные».
A3. Куда сохраняется информация по планированию. Структура регистров.
Вся информация по планированию пишется и хранится в двух регистрах сведений.
- «Данные для планирования» — сюда сохраняется результат синхронизации заказов и остатков по всем переделам. Здесь учитываются задержки после операции, минимальные партии и кратность. Именно отсюда планер берет данные о всех скомплектованных и готовых к работе позициях номенклатуры и ставит их в план. Здесь можно посмотреть, как подтянулись остатки, как шло планирование любой номенклатуры по переделам.
- «Планирование» — сюда сохраняются пооперационные планы. Рабочий центр, группа рабочих центров (группа заменяемости), технологическая операция, технологическая карта, номенклатура ГП, номенклатура изделие, характеристики, спецификации, время начала операции, время окончания, время готовности, номер заказа или принадлежность к страховым запасам и т.д.
A4. Заказы покупателей.
Исходным массивом данных для планирования являются заказы покупателей. Приоритет имеют заказы с более ранней датой поступления.
Внутрихолдинговые заказы различаются группой доступности складов. Заказы только определенных групп доступности попадают в Производство (в справочник «Группа доступности складов» добавлен реквизит «Производство» с типом Булево). Использование справочника «Группа доступности складов продиктовано наличием складов готовой продукции в других городах
A5. Страховые и межоперационные запасы.
Вторым массивом данных для планирования являются страховые и межоперационные запасы. Для ввода информации по страховым и межоперационным запасам используется типовой документ «Установка значений точки заказа». Поле «страховой запас» определяет значение страхового запаса.
Для страховых запасов была разработана очень интересная стратегия. Поля Процент страхового запаса и процент точки заказа используются отсчета того момента, когда нужно прекратить пополнение и начать пополнение заново. Поясню на примере.
Предположим, что мы выставили страховой запас на готовую продукцию в 2000 шт. На данный момент у нас на складе 2000 шт. и в заказах покупателей 50 шт.
- По обычной схеме на пополнение запустятся 50 шт.
- По нашей схеме мы выставили проценты 10 и 90. Таким образом, если процент страхового запаса на момент планирования больше 90 пополнение останавливается. 1950 / 2000 = 0,975 Данная позиция будет остановлена на пополнение, пока количество не упадет до 200 т.е. 10%.
Такая схема позволяет увеличить оборот на складе и, что еще более важно, уменьшить переналадки оборудования обеспечивая более крупные партии.
Страховые запасы синхронизируются по остаткам и планируются только после заказов покупателей, т.е. имеют низший приоритет
A6. Учет аналагов при синхронизации остатков.
Поддерживается учет аналогов при планировании. При синхронизации остатков сначала учитывается номенклатура из спецификации и, если ее недостаточно, проверяется наличие на остатках аналогов. Для хранения информации об аналагах используется типовой регистр «Аналоги номенклатуры». Учет характеристик поддерживается и при учете аналогов, т.е. на номенклатуру с разными характеристиками можно настроить разные аналоги
A7. Нормативно-справочная информация.
Используются все типовые справочники с минимальными доработками.
Я остановлюсь на особенностях, которые влияют на весь процесс планирования и на процесс анализа результатов планирования.
- Номенклатура.
- Количество номенклатуры более 150 000 и оно непрерывно растет (в день добавляется от 100 до 500 новых элементов). Чтобы классифицировать и адекватно анализировать такое количество номенклатуры, у нас очень сильно развито использование свойств номенклатуры. Те, у кого в справочнике номенклатуры меньше 20 000 элементов или у кого все элементы справочника определены и введены в базу, могут не прочувствовать данное преимущество. Свойств больше 10: Коллекция, бренд, ширина, высота, цвет, вид изделия и еще много разных. Свойства позволяют нам автоматически заполнять разные данные, например, сроки изготовления и сроки продажи (у номенклатуры добавлено два реквизита: срок производства и срок продажи, сроки заполняются автоматически по набору свойств данной номенклатуры — используется Регистр сведений с соответствием сроков и наборов свойств). По набору свойств также заполняются расценки в тех. операциях. По набору свойств формируются цены номенклатуры. Ну, вы поняли, без них было бы все гораздо сложнее.
- Спецификации номенклатуры.
- Планер поддерживает только сборочные спецификации (сомневаюсь, чтобы как то адекватно можно было планировать с полными спецификациями).
- В спецификациях поддерживается использование двух видов норматива – номенклатура и узел.
- Кратность и минимальная партия выходного изделия в спецификациях отрабатывается при планировании.
- Технологические карты.
- В технологических картах в ТЧ Маршрут в поле Рабочий центр мы используем только «Группы заменяемости рабочих центров». Вызвано это несколькими причинами: 1) так было в SyteLine и, плавный переход можно было сделать только поддерживая старую структуру, 2) в справочник «Группы заменяемости рабочих центров» добавлены два реквизита – «Задержка» и «Не планировать с учетом времени». Первый позволяет выставить одну задержку на всю номенклатуру с такой строкой «Группой…», второй позволяет нормировать данную операцию по одной секунде (поверьте мне, без него никак)
- Реквизит ТЧ Маршрут «Время заключительной операции» используется для указания индивидуальной задержки после этой операции. Имеет приоритет перед реквизитом «задержка» в Группе заменяемости.
- Графики работы.
- Обязательно наличие графиков работы по сменам для всех рабочих центров с указанием времени начала и окончания рабочего дня. Это позволяет гибко настроить рабочее время, которое обрабатывает «планер». В планировании учитывается срез последних регистра сведений «графики работы по сменам» на дату планирования. Графики вводятся без разделения на обеденный перерыв. Данный момент может вызвать много споров – аргументы следующие: 1) убрать час или полчаса обеда можно сократив общую продолжительность рабочего дня, 2) не надо морочить планер вопросом, доделывать или не доделывать операцию, если она заходит на обед на 1 секунду и т.д. 3) технологические замеры почти всегда имеют чуть — чуть завышенный норматив и , поэтому, можно смело добавлять и обед и технологические перерывы. 4) вообще очень редко можно настроить адекватное планирование на реальных графиках. Связано это с тем, что реальная ситуация сильно отличается от идеальной картины, которую рисует планер. Например, у нас многие графики сдвинуты на 00-00 часов, для того, чтобы следующие переделы получали нужный объем продукции вовремя
A8. Откуда берутся характеристики. Как отрабатывает система их появление.
Могло показаться, когда я описывал использование свойств номенклатуры, что это, ведь, могли быть характеристики. Все оказалось сложнее и в характеристики нам пришлось выделить дополнительные особенности, которые значительно позволяют нам уменьшить темпы роста справочника «Номенклатура».
Поясню на примере.
На любом нашем изделии может быть нарисован рисунок1 или рисунок2. Каждый из этих рисунков может быть нарисован на одной или на двух сторонах. Каждый из этих рисунков может быть нарисован на каждой стороне 1, 2 или три раза. Кому не лень, можете сосчитать количество вариантов.
Кроме рисунков есть и другие особенности, которые попадают в характеристики: нанесение потали, изготовление всей продукции по заказу без резервирования со склада и др.
Опции платные и отказаться от них, сами понимаете, никто не разрешит.
- Теперь, как с этим справляется система.
- Клиент в документе «Заявка клиента» (документ добавлен в базу с управляемыми формами и доступом через веб, снабжен приличным функционалом, но это тема уже другая) указывает, какое сочетание рисунков ему нужно. Далее менеджер переводит заявку в заказ покупателя. При переводе в заказ свойства. Указанные клиентом превращаются в характеристику номенклатуры.
- А теперь, самое интересное.
- Как теперь планировать номенклатуру с характеристикой? Где спецификации? На сколько переделов должна эта характеристика быть развернута, чтобы производство корректно ее отработало (на примере с рисунком – характеристика должна быть развернута на три передела вниз). Какая номенклатура из спецификации должна иметь эту самую характеристику?
- Создали документ «ЗНП» (название перешло по наследству из SyteLine).
- Наделили его следующими функциями: а) Развернуть структуру и создать характеристики, спецификации с характеристиками на номенклатуру, заказанную с особенностями. б) Документ позволяет указать по всей структуре какие позиции из заказа должны изготавливаться одновременно. Поясню оба пункта поподробнее.
- а) ТЧ документа заполняется остатками заказа, оставляется номенклатура с характеристиками, разворачивается структура ( в документ попадает только номенклатура с определенной категорией), по набору свойств верхнего уровня создаются характеристики нижних, по основным спецификациям создаются новые основные спецификации с характеристиками, привязываются к тех.картам.
- б) ТЧ документа заполняется остатками заказа, у номенклатуры которая должна изготавливаться параллельно (вместе) по переделам указывается номер комплекта. Одно из свойств номенклатуры – рабочий центр, по номеру комплекта, уровню по структуре и рабочему центру определяются позиции номенклатуры, которые будут при планировании ставится в план одновременно. Вся номенклатура, которая должна изготавливаться одновременно имеет характеристики – это понятно, ведь в противном случае мы бы не могли отделить их от общих остатков в НЗП.
A9. Алгоритм планирования.
Настало время рассказать собственно про само планирование. Итак, планирование проходит в два этапа.
- Первый этап – это синхронизация остатков. На этом этапе отрабатывается учет остатков по всем переделам от готовой продукции до материала.
- Второй этап – планирование. Планирование ведется по принципу, — все скомплектованное ставится в план.
Попробую пояснить, в чем разница между типовым планированием в 1С (SyteLine и др.) и моим планированием и, по ходу объяснения, буду описывать детали моей схемы.
Типовое планирование, если на пальцах, работает так.
1) Первый этап.
Берем первый по приоритету заказ (это обычно дата отгрузки) и начинаем попозиционно проходить следующую схему: 1) проверяем резерв (некоторые планеры резерв откидываю до планирования) 2) нет резерва — смотрим свободные остатки на складах и в НЗП (задан перечень складов и подразделений, могут быть заданы списки качеств и статей затрат), если есть, то уменьшаем свободный остаток и подтягиваем его к нашей позиции 3) нет остатка — ставим в план, с учетом рабочих центров, графиков и занятости от предыдущих позиций, учитываем задержку после и т.д. 4) идем на передел ниже и все заново — смотрим остатки, ставим план, разузловываем.
2). Второй этап.
Диспетчиризация полученных планов. Планы подводятся под реальную шкалу времени с учетом выбранной стратегии — «как можно быстрее» или «точно вовремя» (некоторые планеры предлагают указать эту стратегию, некоторые имеют в своем функционале только одну, чаще всего «точно вовремя»).
Какие здесь, на мой взгляд, недостатки.
1) Наш план мы увидим только в самом конце и, если вдруг что-то не так, то все заново. А что-то не так бывает довольно часто.
2) Сам принцип планирования не похож на интуитивный, используенмый нами на практике. Он заключается в том, что мы, имея перечень заказов, говорим так, — этот я сегодня отдам, а на этот у меня нет того — то и того — то. А что будет завтра? Да, тоже самое — все, что скомплектовалось я делаю, на остальное выбиваю детали. Мы работаем от первого дня и вперед, а планер от последнего и назад.
3) Еще один момент — невозможно сделать так, чтобы детали передавались по участкам не непрерывно, а дискретно. Планер работает на манер конвейера. Операция делается столько-то секунд, следующая начинается со следующей секунды плюс задержка. Все детали, по одной или согласно кратности и минимальной партии (нельзя передать столько, сколько сделал — либо одну, либо минимальную партию) переходят по переделам. Неважно, сколько времени до конца рабочего дня, деталь начнет следующую операцию.
Мое планирование, работает так.
1) Первый этап.
В зависимости от срока заказов — старше двух месяцев, синхранизируем месяц целиком, младше — по дням. а) Берем все заказы (остатки по заказам) за период (месяц или день) накладываем на них резервы и свободные остатки (понятно, что задан перечень складов и подразделений, список качеств и статей затрат), б) на все, что не хватило, накладываем кратность и минимальную партию, в) разузловываем (использую идею с инфостарта про зазузловывание запросом) сразу все, чего не хватило, г) при разузловывании. учитываю на номенклатуру с характеристиками те спецификации, которые указаны в документе «ЗНП», при чем, если спецификация на номенклатуру с характеристикой не создана, то используется основная на номенклатуру, д) так далее, до последнего передела е) результат работы первого этапа попередельно сохраняется в РС «Данные для планирования» и по окончании делается бэкап результата в копию регистра, чтобы данный этап не проходить еще раз, если возникнут проблемы с планированием.
2) Второй этап.
Планирование.
Планирование ведется дискретно — настраиваются периоды планирования — скажем такие: 00-00, 10-00, 12-00, 14-00, 16-00, 20-00. По-порядку, по каждому периоду из РС «Данные для планирования» получаем информацию о номенклатуре, которая скомплектована и может быть спланирована. Далее, учитывая графики, планируем скомплектованные позиции в РС «Планирование», далее в регистр «Данные для планирования» переносим информацию о спланированном и задержках (сюда же заносится информация о планировании и тех позиций, которые подтянулись по минимальной партии при планировании других заказов), далее, вначале следующего периода, проверяем все готовое по задержке, и, далее, повторяем всю схему по всем дням и периодам. Таким образом, мы получаем максимальную загрузку от первого дня. Такой подход, очивидно отвечает стратегии «как можно быстрее». При учете скомплектованного нехватка материалов не учитывается.
Какие здесь на мой взгляд недостатки.
1) Стратегия «точно вовремя» иногда может оказаться единственно правильной, если время изготовления различных полуфабрикатов отличается на несколько дней. Сейчас продумывается вариант конечной диспетчиризации планов с учетом данной стратегии (это мне, правда, не нравится из-за того, что теряется готовность планов по дням). Планируется настраивать ее на определенную номенклатуру — изделия, которые выходят из стороя при хранении в незаконченном виде.
2) Не учитывается нехватка материалов. Крутые планеры учитывают и заказы поставщикам и сроки поставки. У нас никто не может сказать точно, когда будет материал (могут привезти на следующий день после планирования в 8-00, а могут не привезти до следующего планирования), поэтому руководство считает, что планы должны быть, но их, если что, лучше потом снять или перенести.
Какие преимуществая хочу отметить.
1) Мы имеем бэкап первого этапа. Те, у кого планирование длится более 3 часов, а рабочий день (ввод операций в базу данных, изменяющих остатки) заканчивается после 20-00, меня поймут.
2) Планируем от первого дня, и нет необходимости ждать окончания работы планера. Анализ всего планирования проводим утром.
3) Повторяемость планов, сколько бы раз вы не перепланировали на одних и тех же данных. Другие планеры не могут похвастаться таким показателем, как раз по причине сложной диспетчеризации. А это — понятность и предсказуемость результатов планирования.
4) Все позиции, подтянутые по минимальной партии, имеют задержки такие, как если бы они планировались непосредственно. Реализовать это при типовом подходе неудается — они идут без задержек.
A10. Результат на выходе.
Планирование у нас ведется два раза в неделю — с воскресенья на понедельник и со среды на четверг. Пробоволось планировать чаще, но это требует: 1) большей работы диспетчеров по приведению к моменту планирования остатков в надлежащий вид, т.е. исправление ошибок; 2) дергает производство, так как иногда они тусуют дни местами, чтобы уменьшить переналадки (такое поведение согласовывается); 3) само планирование, когда от тебя зависит, что будут делать утром на целом предприятии — это маленький стресс, и, не нужно, чтобы он был очень часто.
1) По результам планирования заполняются документы «Задание на производство» на дни до следующего планирования.
2) Утром в 6-00 печатается «Сменно — суточное задание» (ССЗ) и «Лимитно — заборная карта» (ЛЗК). Есть несколько форм печати, начиная от простой из СКД, и кончая формой, которая показывает все скомплектованное на данном складе, — для упрощения работы кладовщиков. Сама процедура печати настроена в РС, часть форм сохраняется в файл, часть сразу отправляется на принтер. Вся процедура печати и выдачи длится около часа.
3) Имеются обработки по ручному планированию и переносу планов.
4) Мастера делают выпуски из «АРМ мастера» только по планам. Нужно больше — добавляй в план через диспетчеров при помощи ручного планирования. Т.е. никакой самодеятельности.
5) Диспетчера могут делать выпуски непосредственно через «Отчет производства за смену». Здесь в основном индивидуалка и исправление брака с переделом в меньшее по размеру изделие (у нас такое возможно).
6) В конце каждого дня защита ССЗ по план — факту. Несделанное по отсутствию материалов снимается с плана диспетчерами. Снимаются также позиции несделанные по причине невыполнения задания предыдущими подразделениями. Все переносы подписываются руководством производства.
7) После планирования закрывается для редактирования период до планирования. Для большей части диспетчеров и всех мастеров. залезть в историю могут только избранные.
Вот так и живем. Планируем — выполняем
A11. Что было, что стало.
Пару слов о том, что поменялось после перехода на 1С. Я только про планирование, потому что, все остальное еще позитивнее.
1) До. Максимальная загрузка на последний день трехдневки — принцип «точно вовремя» рулит. В субботу упираются, в понедельник сидят.
2) После. Максимальная загрузка в первый день. Все, что не критично (не нужно по ЛЗК на завтра следующему переделу) стараются переносить по согласованию с руководством.
3) До. Боролись с позициями, которюе не попадали в план из — за отсутствия материалов или по причине стратегии «точно вовремя».
4) После. Номенклатуру, для котрой опасно хранение в незаконченном виде (не много у нас такого) изготавливают только после согласования с ответственным человеком.
5) До. Планер требовал непрерывного внимания и периодического вмешательства планировщика (это ночь, кто не понял).
6) После. Планер запускается одной кнопкой. После спланированных трех — пяти дней можно ложиться спать.
7) До. Скудный набор определенных печатных форм и форм для анализа. Новые формы писались трудно и долго.
8) После. Все новые формы входят в нашу жизнь, что рождает ненасытный аппетит руководства
A12. Планы на будущее.
1) Диспетчеризация критичных по хранению полуфабрикатов. Планируется делать ее после третьего дня планирования.
2) Отладка ЛЗК по подтянутым при планировании аналогам.
3) Учет наработки. Если изделие изготавливается более одного дня, и нет возможности сделать передел или нецелесообразно, то планеру нужна информация о выполненных уже операциях на момент планирования. У нас это малярка. Четыре операции — три грунта и финиш с задержкой 24 часа после каждой. Пока здесь пробел в планере и работа по факту.
Поясню скрины. (получились они не совсем нормального размера, но сайт позволяет увеличивать размер, так что, вроде все видно).
1. Скрины группы Синхронизация и Процесс планирования показывают, как проходит планирование и как ход всего процесса записывается в регистр Логи планирования.
2. Обработка Планирование и есть собственно сама обработка. В правом верхнем углу «25» — максимальное количество переделов, больше которого не бывает, Дата остатков — остатки по заказам на какую дату брать, Дата Планирования — дата с которой будет планироваться, горизонт — на сколько дней планировать, Только эту дату — позволяет спланировать только заказы выбранной даты (используется для отладки), макс уровень — определяется автоматически после синхронизации.
3. Группа ЛЗК — формы лимитно -заборной карты. Первая выдается на сборку только на полностью скомплектованные позиции на группу складов полуфабрикатов. Вторая выдается всем либо сразу, либо по требованию. Может быть распечатана или сохранена в Обменник.
4. Группа ССЗ — формы сменно суточного задания. Первые две формы формируются через Excel, последняя печатается из 1С через отчет на СКД. Все формы печатаются по группам заменяемости рабочих центров.
5. Детальная информация позволяет увидеть все по планированию. На скрине по переделам видно как изготавливались 4 единицы продукции страхового запаса, что подтянулось с остатков (Место складирования), а что и когда было сделано (время готовности).
6. Аналитика планирования — настройка складов. подразделений, качеств, статей затрат, переработчиков, которые принимают участие в планировании.
7. Документ ЗНП — а) получение характеристик (спецификаций на номенклатуру с характеристиками) на особые свойства, указанные в заказе, на заданное количество переделов, б) объеденение при планировании позиций, которые должны изготавливаться вместе (Обведены красным).
8. Ручное планирование — две возможности: 1) добавить в план 2) скорректировать ССЗ отобрав продукцию по фильтру (фильтр на основе свойств номенклатуры).
9. Последнее — самое необходимое руководству. Отчет показывает, где же сейчас в производстве заказ, любая позиция из либого заказа. Отчет формируется после планирования и дает полное представление о том, где находятся заказы. Колонка Некомплект показывает позиции просроченные по сроку, установленному для изготовления данной номенклатуры, Колонка «В производстве» показывает все, что сейчас в производстве и в какое подразделение выдано задание.
Общие принципы
Управленческая и регламентированная зарплаты работника организации могут совпадать или полностью отличаться. Если они совпадают, то в конфигурации «ЗУП» имеется механизм, при котором суммы, начисленные в регламентированном учете, выступают и как управленческая заработная плата работника. Механизм этот основывается на перенесении результатов расчета регламентированной зарплаты из регламентированных регистров расчета в управленческие регистры расчета. Тогда для работника не выполняется расчет управленческой зарплаты, а только проводится д. «Отражение в учете бухгалтерских расчетов с персоналом».
Отработанное время работника рассчитывается с помощью метода отклонений. При этом специальных документов для фиксирования отклонений от нормы времени не предусмотрено, а периоды невыходов (если необходимо) фиксируются непосредственно в документе расчета зарплаты.
Управленческая зарплата рассчитывается только д. «Начисление зарплаты работникам».
Данные для расчета заработной платы
Правила расчета заработной платы
Управленческие начисления/удержания находятся в планах видов расчета: «Управленческие начисления» и «Управленческие удержания». Данные планы видов расчета содержат предопределенные виды расчета со специальным алгоритмом формирования управленческих начислений по результатам регламентированного расчета зарплаты. Другие необходимые виды расчета создаются пользователем. Для каждого вида расчета задаются формулы, в которых фигурирует неограниченное количество ключевых показателей, и описываются показатели из формулы.

Данные об условиях оплаты труда работника
Плановые начисления/удержания работников
Перечень плановых начислений/удержаний сотрудников, значения показателей из формулы расчета находятся в регистрах сведений «Плановые начисления работников» и «Плановые удержания работников».

Такие данные вносятся в базу документами «Прием на работу», «Кадровое перемещение» и «Ввод сведений о плановых начислениях и удержаниях работников».
Размер показателей для расчета
В формулах расчета можно использовать как показатели элементы спр. «Показатели схем мотивации», значения которых известны заранее и устанавливаются в кадровых документах, а также показатели, значения которых меняются каждый месяц и должны вноситься перед расчетом зарплаты.
Предварительные значения заносят в регистр сведений «Значения показателей схем мотивации» вручную или загрузкой из файлов и используют в автозаполнении д. «Начисление зарплаты работникам».
Начисление управленческой зарплаты
Расчет сумм управленческой зарплаты
выполняется д. «Начисление зарплаты работникам».

Данные для автозаполнения документа находятся в регистрах сведений «Плановые начисления работников», «Плановые удержания работников», «Значения показателей схем мотивации» и могут изменяться пользователем.
При задании начислений и удержаний в валюте, не совпадающей с валютой упр. учета, в процессе расчета зарплаты пересчет сумм в валюту упр. учета проходит по курсу, заданному на месяц расчета в регистре сведений «Курсы валют для расчетов с персоналом».
Если работнику назначается месячный оклад, размер заработка рассчитывается от отработанного времени, то дни отсутствия работника указывают в д. «Начисление зарплаты работникам» по виду расчета, вытесняющему основное начисление.
Сдельный заработок
рассчитывается либо отдельно для управленческого и регламентированного учетов, либо вместе одним д. «Сдельный наряд на выполненные работы». Для упр. учета сдельный заработок фиксируется в валюте управленческого учета по курсу, на дату документа из регистра «Курсы валют».
Чтобы рассчитать управленческий сдельный заработок, нужно:
- работнику назначить начисление из плана видов расчета «Управленческие начисления», способ расчета которого в формуле имеет предопределенный показатель «Сдельная выработка»;
- в спр. «Технологические операции» записать выполняемые работы, их расценки (при необходимости);
- фактически выполненные работы внести д-ми «Сдельный наряд на выполненные работы»;
- рассчитать зарплату д. «Начисление зарплаты работникам».
Учет в качестве управленческой зарплаты, регламентированной зарплаты
производится д. «Отражение в учете бухгалтерских расчетов с персоналом».
Если работнику установлен признак «Учитывать начисления по организации», то данный документ:
- отвечает за формирование управленческих начислений по таким видам расчета, как «Начислено по бухгалтерии», «Начислено по бухгалтерии сдельно» на общие суммы регламентированных начислений;
- отражает в упр. взаиморасчетах суммы регламентированных начислений, удержаний, выплат.
Учет займов (ссуд)
Займы работнику регистрирует д. «Договор займа с работником», в котором записываются условия погашения займа. Проценты за ссуду начисляются д. «Начисление зарплаты работникам».
Погашаться займ может:
- удержанием из зарплаты. Сумма погашения отражается при автоматическом заполнении д. «Начисление зарплаты работникам»;
- внесением денежных средств в кассу, д. «Приходный кассовый ордер» (можно создать на основании д. «Договор займа с работником»).
Выплата зарплаты
в управленческом учете выполняется поэтапно:
- создаются платежные ведомости, которые фиксируют суммы, выплачиваемые каждому работнику и обеспечивают печать выходных форм;
- оформляются платежные документы для показа взаиморасчетов с работниками.
Д. «Зарплата к выплате» заносит в базу суммы к выплате. Документ не формирует движений, он нужен для формирования печатных форм ведомостей по выплате заработной платы. Документ можно заполнить автоматически: устанавливается отбор и происходит заполнение работниками по этому отбору; по кнопке «Рассчитать» заполняются суммы в соответствии с характером выплаты (реквизит «Выплачивать»). Чтобы автоматически заполнить ведомость на выплату аванса, необходимо размер суммы аванса внести вручную в регистр сведений «Авансы работникам».
Выплата зарплаты происходит д. «Расходный кассовый ордер» со ссылкой на д. «Зарплата к выплате» и возможностью создания на основании этого документа. Проводится он только по управленческому учету.
Отражение результатов расчета в управленческом учете
выполняется д. «Отражение зарплаты в упр. учете», который отражает в составе управленческих затрат суммы:
- начислений работникам, включая регламентированный заработок сотрудников, для которых установлен признак «Учитывать начисления по организации»;
- взносов на фонд оплаты труда, рассчитанных в регламентированном учете по сотрудникам, с признаком «Учитывать начисления по организации» (графа «Косвенные затраты») в управленческом учете.
Когда выполняется автозаполнение документа, то происходит группировка сумм по аналитическим разрезам учета затрат в соответствии с ранее внесенными сведениями о правилах отражения.

Чтобы видеть результаты расчета зарплаты в составе управленческих затрат, необходимо заполнить данные:
- о возможных способах отражения результатов расчета в спр. «Способы отражения зарплаты в упр.учете»;
- о назначении способа отражения работнику или виду расчета.
Спр. «Способы отражения зарплаты в упр. учете» заполняется пользователем. Элемент справочника описывает аналитические разрезы затрат, на которых в управленческом учете должны быть отражены расходы на оплату труда.
Способ отражения может быть поставлен в соответствие:
- работнику. Это фиксируется д. «Прием на работу» или «Кадровое перемещение»; «Учет заработка работников».
- виду расчета. Указывается в планах видов расчета.
Автозаполнение д. «Отражение зарплаты в упр. учете» учитывает приоритет:
- выполняется анализ способа, указанного для вида расчета;
- если для вида расчета способ отражения не задан, то применяется способ, назначенный работнику;
- если для работника способ отражения не задан, то применяется способ «Отражение начислений по умолчанию».
Перед созданием д. «Отражение зарплаты в упр. учете» необходимо начислить управленческую зарплату и, при совпадении для некоторых работников регламентированной и управленческой зарплаты, рассчитать регламентированную зарплату и провести д. «Отражение в учете бухгалтерских расчетов с персоналом».
Отчетность подсистемы
управленческая зарплата представлена отчетами:
- «Расчетные листки» — для отражения начислений и удержаний конкретного работника предприятия за выбранный месяц в разрезе видов расчетов, а также выплату и задолженность на начало и на конец месяца;
- «Расчетная ведомость» — сводный отчет, который показывает начисления/удержания работников предприятия за указанный месяц, а также сальдо расчетов в начале и конце месяца;
- «Свод начисленной зарплаты» — показывает начисленные и удержанные у работников суммы в разрезе видов расчетов в целом по предприятию за указанный период.

- «Анализ начислений работникам» — позволяет проанализировать взаиморасчеты с персоналом организации и сравнить суммы управленческой и регламентированной зарплаты сотрудников.
Планирование является одним из важнейших процессов для организации управления предприятием. Оно позволяет строить и реализовывать на практике долгосрочные и краткосрочные планы, в соответствии с которыми происходит оценка эффективности деятельности всего предприятия в целом.
В ПП «1С:Управление производственным предприятием» выделена отдельная подсистема для автоматизации процессов производственного планирования. С ней мы и познакомимся подробнее.
По срокам и степени детализации планов планирование может быть классифицировано на перспективное, текущее и оперативное. На нашем примере наиболее подробно разберем механизм посменного планирования, который относится к оперативному планированию производства, и является наиболее детальным из всех видов планирования, реализованных в ПП «Управление производственным предприятием».
📌 Реклама Отключить
Пример. Организация «Домовой» занимается производством Продукции А и Продукции Б. В январе 2013 года от Покупателя 1 поступил заказ на производство Продукции А в количестве 1 шт. и заказ от Покупателя 2 на производство Продукции Б в количестве 1 шт. Производство Продукции А и Продукции Б ведется по следующей спецификации (Таб. 1):
Таблица 1
| Готовая продукция
Исходные материалы |
Полуфабрикат 1 | Полуфабрикат 2 | Продукция А | Продукция Б |
| Материал 1 | 1,4 | 2 | ||
| Материал 2 | 2,5 | 2 | ||
| Материал 3 | 8 | 3 | 8 | |
| Материал 4 | 0,55 | 2,5 | ||
| Материал 5 | 6,5 | |||
| Полуфабрикат 1 | 1,5 | 3,5 | ||
| Полуфабрикат 2 | 1 |
Таким образом, в состав Продукции А и Продукции Б входят следующие материалы и полуфабрикаты: 📌 Реклама Отключить
Технологическая карта для изготовления готовой продукции выглядит следующим образом:
На основании заказов покупателей необходимо распланировать производство таким образом, чтобы произвести заказанную покупателем продукцию как можно быстрее.
Отразим в нашей информационной базе информацию о заказах покупателей.
Перейдем в интерфейс «Управление продажами» (рис.1):
Рис. 1
В пункте меню «Заказы» выберем необходимый нам журнал документов «Заказ покупателя» (рис.2):
Рис. 2
📌 Реклама Отключить
Заполнение документа производится пользователем вручную.
В шапке документа необходимо заполнить следующие поля:
- «Дата» — дата поступления заказа от покупателя;
- «Организация» — наименование нашей организации (может заполняться автоматически при соответствующих настройках пользователя);
- «Контрагент» — заполнение данного поля производится посредством выбора из справочника «Контрагенты» (указывается физ. лицо или организация, оформившая соответствующий заказ);
- «Договор» — заполнение производится при помощи выбора из списка договоров; заключенных с указанным контрагентом с видом «С покупателем»;
- В поле «Отгрузка» указывается желаемая дата отгрузки заказанного покупателем товара.
В табличной части документа заполним закладку «Товары» номенклатурными позициями, которые заказывает определенный контрагент, с указанием количества в соответствующих столбцах (рис.3). 📌 Реклама Отключить
Рис. 3
Для того чтобы в программе можно было вести посменное планирование производства, необходимо произвести определенные настройки нашей информационной базы. Для этого перейдем в интерфейс «Заведующий учетом» (рис. 4).
Рис. 4
В пункте меню «Настройка учета» — «Настройка параметров учета» на закладке «Планирование» следует установить реквизит «Периодичность доступности ключевых ресурсов предприятия» (рис. 5). Он используется для оценки исполнимости планов и определяет период для задания доступности ключевых ресурсов предприятия.
Рис. 5
В нашем случае выберем значение «Месяц». Также необходимо установить флаг в поле «Вести планирование производства по сменам».
📌 Реклама Отключить
Для удобства последующей работы по кнопке «Переключить интерфейс» перейдем в интерфейс «Планирование» (рис.6)
Рис. 6
После настройки параметров учета переходим к вводу данных о выпускаемой продукции.
В нашу информационную базу необходимо внести данные о продукции, которую выпускает организация. Для этого перейдем в справочник «Номенклатура» (пункт меню: «Справочники» — «Номенклатура»).
При выборе варианта «Производство» в поле «Вид воспроизводства» на закладке «Дополнительно» становится доступна для заполнения закладка «Спецификации» (рис. 7).
Рис. 7
Спецификация содержит список всех материалов, полуфабрикатов, компонентов, необходимых для выпуска изделия, с указанием требуемого для производства количества. Спецификация может быть введена как для конечного изделия, так и для полуфабриката.
📌 Реклама Отключить
При нажатии на кнопку «Добавить» на закладке «Спецификации» открывается карточка создания новой спецификации для нашей продукции. Заполним ее, как показано на рисунке, в соответствии с данными нашего примера (рис. 8).
Рис. 8
Спецификации могут быть трех разных видов: «Сборочная», «Полная», «Узел». Выбор того или иного варианта спецификации осуществляется по кнопке «Вид спецификации». Отличие заключается в том, что при использовании сборочной спецификации выходное изделие может быть только одно, при полной спецификации – несколько, спецификация с видом «Узел» не имеет выходных изделий.
В поле «Наименование» прописываем рабочее наименование спецификации.
Поле «Номенклатура» заполняется по кнопке выбора из справочника «Номенклатура»:в данном поле указывается выходное изделие, получаемое в результате производства с использованием данной спецификации.
📌 Реклама Отключить
Поле «Количество» определяет выходное количество изделий, получаемых в результате использования исходных комплектующих в заданном количестве.
В поле «№ операции» указывается тот передел, после выполнения которого мы получим готовую продукцию (последний). Если же номер не указан, это означает, что выпуск производится в момент исполнения производства по спецификации.
Поле «Точка маршрута» заполняется в том случае, если необходимо указать место выпуска данного изделия. Точка маршрута представляет собой комбинацию подразделения и рабочего центра или группы заменяемости рабочих центров.
Закладка «Исходные комплектующие» карточки спецификации заполняется данными о материалах и полуфабрикатах, которые необходимы для изготовления того количества выходного изделия, которое указано в поле «Количество» в шапке спецификации.
📌 Реклама Отключить
Спецификация отражает только нормативы потребления материалов на изготовление конечной продукции, сам же производственный процесс описывается в технологических картах производства. Чтобы установить связь между спецификацией и технологической картой, заполняется колонка «№ операции» табличной части «Исходные комплектующие» карточки спецификации. В ней указывается номер технологической операции, для выполнения которой требуется тот или иной материал или полуфабрикат.
На закладке «Дополнительно» в поле «Состояние» указывается состояние утверждения спецификации. Выбираем вариант «Утвержден» и проставляем дату утверждения (рис. 9).
Рис. 9
Для производства одной и той же номенклатурной позиции может использоваться несколько различных спецификаций. Для автоматического заполнения документов можно выбрать одну из спецификаций в качестве основной. Для этого следует нажать кнопку «Установить» — «Установить основной спецификацией на дату» (рис. 10)
📌 Реклама Отключить
Рис. 10
В открывшемся окне необходимо указать дату, начиная с которой спецификация считается основной (рис.11).
Рис. 11
Информация об основных спецификациях номенклатуры хранится в регистре сведений «Основные спецификации номенклатуры» (рис. 12).
Рис. 12
Указание основной спецификации необходимо для подсистемы планирования. При формировании документов производственного учета у пользователя есть возможность выбрать необходимую спецификацию из ряда предложенных для данной номенклатурной позиции. При планировании система «по умолчанию» использует только спецификацию, которая определена как основная (рис. 13).
📌 Реклама Отключить
Рис. 13
Для хранения всех спецификаций, внесенных в информационную базу, предназначен справочник «Спецификации номенклатуры» (рис.14).
Рис. 14
В справочнике содержится информация не только о тех спецификациях, которые определены для производства продукции в качестве основных, но и спецификации со статусами «Подготовлен», «Отложен», «Согласован», «Отменен» (рис. 15).
Рис. 15
Для производства изделия необходимо последовательно произвести ряд технологических операций. Перечень всех технологических операции, используемых на предприятии, хранится в справочнике «Технологические операции» (рис. 16, 17).
📌 Реклама Отключить
Рис. 16
Рис. 17
Для добавления новой технологической операции необходимо нажать кнопку «Добавить». Откроется карточка создания новой технологической операции. Поле «Наименование» заполняется произвольным названием операции. Для работы с подсистемой посменного планирования необходимо заполнить поле «Норма времени». В данном поле указывается количество времени (в секундах), необходимое на выполнение данной технологической операции. Эти данные будут автоматически проставляться при заполнении технологической карты (рис. 18).
Рис. 18
Все поля формы не являются обязательными для заполнения и носят только справочный характер.
📌 Реклама Отключить
Заполнение полей «Основная статья затрат на производство», «Расценка» необходимо для расчета плановой себестоимости и сдельной заработной платы.
Реквизиты «Валюта» и «Расценка» определяют нормативную стоимость единицы операции при расчете сдельной работы.
Реквизиты «Основная статья затрат на производство», «Способ распределения затрат на выпуск», «Основная номенклатурная группа», «Способ отражения зарплаты в бухучете» используются как значения по умолчанию для установки аналитики производственных затрат, связанных со сдельной оплатой труда по технологическим операциям.
Для целей оперативного планирования производства структура предприятия может быть представлена как совокупность рабочих центров организации. Рабочим центром является определенное место, где выполняется технологическая операция. Это может быть конкретный станок, участок, цех. При формировании перечня рабочих центров стоит обратить внимание на то, что в один и тот же промежуток времени на одном рабочем центре может выполняться только одна производственная операция.
📌 Реклама Отключить
Перечень всех рабочих центров, используемых на предприятии, хранится в справочнике «Рабочие центры» (рис. 19, 20).
Рис. 19
Рис. 20
Для каждого рабочего центра необходимо указать наименование и подразделение, в котором находится данный рабочий центр (рис. 21).
Рис. 21
В том случае, если одна и та же производственная операция может выполняться с использованием различного оборудования, необходимо заполнить справочник «Группы заменяемости рабочих центров» (рис. 22).
Рис. 22
Для добавления нового элемента необходимо нажать кнопку «Добавить». В форме элемента справочника прописывается наименование группы рабочих центров. В табличной части указываются рабочие центры, входящие в данную группу, и приоритет применения каждого из них. При выполнении операции планирования программа будет анализировать данные по приоритетам применения и назначать операцию на тот рабочий центр, у которого приоритет выше.
📌 Реклама Отключить
В нашем примере рабочие центры сборки готовой продукции равноправны, поэтому значение приоритета одинаково (рис. 23).
Рис. 23
Операции на определенные рабочие центры назначаются только на тот промежуток времени, когда рабочие центры свободны. Чтобы установить график работы рабочего центра используется справочник «Графики работы» (рис. 24).
Рис. 24
Справочник содержит все графики работы, используемые на предприятии. Графики заполняются в форме элемента справочника. Графики различаются по видам: пятидневка, шестидневка, сменный (рис. 25).
Рис. 25
При вводе нового элемента справочника необходимо провести требуемые настройки (указать количество рабочих часов и дней в неделю) и после этого заполнить календарь.
📌 Реклама Отключить
Для формирования сменного графика работы необходимо заполнить справочник «Смены» (рис. 26).
Рис. 26
Справочник содержит перечень всех смен, используемых на предприятии (рис. 27).
Рис. 27
Для посменного планирования необходимо указать наименование смены и период, из которого состоит смена (смена может состоять как из одного периода, так и из нескольких). В том случае, если время окончания превышает время начала периода, смена переносится на следующие сутки (рис. 28).
Рис. 28
После заполнения данного справочника переходим к заполнению календаря (возвращаемся в справочник «Графики работ» — «Помощник заполнения графика») (рис. 29).
📌 Реклама Отключить
Рис. 29
На основании введенных данных автоматически будет заполнен график работ. При необходимости его можно откорректировать вручную (рис. 30).
Рис. 30
Для каждого рабочего центра необходимо определить его индивидуальный график работы. Именно в соответствии с этим графиком программа будет планировать занятость рабочего центра. Графики работы рабочих центров устанавливаются в одноименном справочнике (рис. 31).
Рис. 31
График работ для определенного рабочего центра начинает действовать с конкретной даты (рис. 32).
Рис. 32
📌 Реклама Отключить
Кроме того, при оперативном планировании программа может автоматически учитывать время, затрачиваемое на транспортировку изделий между рабочими центрами. Эту информацию можно указать в справочнике «Длительности доставки мат. ценностей производства» (рис. 33).
Рис. 33
В колонке «Источник» указывается подразделение, в котором был изготовлен полуфабрикат или выполнена иная операция. Колонка «Получатель» заполняется наименованием подразделения, куда планируется данное изделие переместить. «Число дней» и «Время» определяют длительность доставки от одного рабочего центра до другого (рис. 34).
Рис. 34
Помимо справочников «Технологические операции» и «Рабочие центры» для посменного планирования производства необходим для заполнения справочник «Технологические карты производства» (рис. 35).
📌 Реклама Отключить
Рис. 35
В нем содержатся все технологические карты, используемые на предприятии. Технологическая карта включает в себя список всех необходимых для производства операций, отражает последовательность их выполнения с указанием определенного рабочего центра, времени выполнения операции и количества изготавливаемой в результате продукции (рис. 36).
Рис. 36
В шапке элемента формы справочника заполняется наименование технологической карты.
Производственное подразделение, для которого указывается технологическая карта, выбирается пользователем из справочника «Подразделения».
Далее для технологической карты определяется ее состояние на текущий момент времени и дата утверждения карты.
📌 Реклама Отключить
В табличной части в поле «№» указывается номер операции индивидуальный в пределах технологической карты.
В строке «Рабочий центр (выполн.)» указывается рабочий центр или группа заменяемости рабочих центров, с использованием которых планируется выпуск готовой продукции.
Также в соответствующих полях табличной части указывается технологическая операция, время ее выполнения в секундах, количество исполняемых операций, этапы, которые могут быть начаты после выполнения данной операции, возможность переноса данной операции на смежные рабочие смены.
Для каждой спецификации может быть использовано несколько различных технологических карт. Чтобы выяснить, какая из карт является основной и будет учитываться при планировании, используется регистр сведений «Технологические карты спецификации номенклатуры» (рис. 37).
📌 Реклама Отключить
Рис. 37
В регистре указывается период времени, начиная с которого для определенной спецификации номенклатуры вступает в действие та или иная технологическая карта (рис. 38).
Рис. 38
После заполнения всех необходимых справочников перейдем к формированию посменного плана.
Для этого в ПП «1С:Управление производственным предприятием» предназначен документ «План производства по сменам» (рис. 39).
Рис. 39
Форма документа состоит из нескольких закладок. Рассмотрим более подробно.
«Производство по планам» – закладка заполняется в том случае, если за основу для формирования посменного плана берется уже составленный план производства (рис. 40).
📌 Реклама Отключить
Рис. 40
«Производство по заказам» – данная закладка заполняется при наличии заказов покупателей, которые не были учтены при формировании предыдущих планов (планов производства).
Табличная часть может быть заполнена как документами «Заказ покупателя», так и документами «Заказ на производство».
В нашем случае выбираем два заказа покупателя. Далее вручную заполняются колонки с указанием даты запуска и даты выпуска заказа (первый и последний день выпуска) (рис. 41).
Рис. 41
В колонке «Вариант распределения» необходимо выбрать один из предложенных вариантов планирования:
- «Точно к сроку»– программа распределит производственные задания таким образом, чтобы выпуск готовой продукции произошел к дате, указанной в колонке «Дата выпуска».
- «Как можно быстрее»– программа распределит производственные задания так, что максимальная загрузка будет приходиться на начало периода (дата запуска).
- «Равномерно»– производственные задания будут распределены равномерно в течение заданного периода.
На закладке «Индивидуальные выпуски» указываются вручную внеплановые выпуски продукции. 📌 Реклама Отключить
Закладки «Детальное планирование», «Занятость рабочих центров» и «Потребности производства» заполняются автоматически при нажатии на кнопку «Выполнить планирование». После запуска данной процедуры программа начинает анализировать достаточность ресурсов предприятия для выполнения плана. Если возникает недостаток того или иного ресурса, программа выдает сообщение пользователю о невозможности распланировать заданные операции. Если же ресурсов достаточно, то закладки будут заполнены.
Данные на закладке «Детальное планирование» будут заполнены после нажатия на кнопку «Получить данные». Программа определяет схему разузлования изделий, начиная от конечной продукции (Продукция А, Продукция Б) с видом воспроизводства «Производство», заканчивая материалами с видом воспроизводства «Покупка» (рис. 42).
📌 Реклама Отключить
Рис. 42
На закладке «Занятость рабочих центров» выполняется автоматическое сопоставление рабочего центра и выполняемой на нем операции в определенный момент времени с точностью до секунды (колонки «Дата начала» и «Дата окончания»). Планирование времени начала следующей операции производится с учетом данных, указанных в справочнике «Длительности доставки материальных ценностей производства». Также указывается та смена, которая занимается выполнением данной операции (в соответствии с данными сменного графика работ). Колонка «Конечная продукция» заполняется наименованием номенклатурной позиции, ради производства которой выполняется данная операция (рис. 43).
📌 Реклама Отключить
Рис. 43
На закладке «Потребности производства» в колонке «Количество извне» программа указывает, какое количество исходных материалов необходимо поставить на рабочий центр для выполнения той или иной операции (анализ происходит на основании данных, указанных на закладке «Дополнительно»). В колонке «Количество внутри» указывается количество изделий собственного производства, которое необходимо поставить на рабочий центр для выполнения плана (рис. 44).
Рис. 44
На закладке «Дополнительно» указывается начальная граница перепланирования – момент времени, ранее которого программа не может производить корректировку планов производства по сменам.
Момент определения заказов – на этот момент времени программа определяет доступность материалов, необходимых для реализации сформированного плана, на складе, указанном в табличной части «Доступные склады» (рис. 45).
📌 Реклама Отключить
Рис. 45
После заполнения документ «План производства по сменам» необходимо провести. Данный документ формирует несколько печатных форм (рис. 46, 47):
Рис. 46
Рис. 47
На основании проведенного документа «План производства по сменам» возможно заполнение документа «Задание на производство» (интерфейс «Управление производством» – «Планирование» – «Задание на производство»).
В шапке документа указывается дата, на которую происходит формирование заданий, подразделение и смена. Содержимое табличной частиизменяется в зависимости от вида задания:
- «На выпуск» – задание содержит только информацию о конечной продукции (что и в каком количестве необходимо произвести);
- «На тех. процесс» – отражает наиболее полную информацию о выпускаемой продукции, рабочем центре, технологической операции.
Заполнение табличной части происходит при нажатии на кнопку «Заполнить». На закладке «Выпуск/Тех. процесс» указываются данные из утвержденных планов производства (рис. 48). 📌 Реклама Отключить
Рис. 48
После проверки данных документ необходимо провести.
Документ «Задание на производство» формирует печатную форму, в которой прописывается конкретное задание для каждого рабочего центра на определенную дату (рис. 49).
Рис. 49
Контроль сформированных планов производства можно осуществить с использованием отчета «Сменно-суточное задание» (рис. 50).
Рис. 50
За выбранный период времени отображаются все операции, назначенные на определенный рабочий центр, и указывается та позиция, которую необходимовыпустить в результате проведения операций (рис. 51).
📌 Реклама Отключить
Рис. 51
С помощью отчета «Диаграмма загрузки рабочих центров» можно визуализировать загрузку рабочих центров в форме диаграммы Ганта (рис. 52).
Рис. 52
Таким образом, можно обнаружить, какой из рабочих центров загружен неравномерно, выделить участки перегрузки или простоя рабочего центра для внесения последующих корректировок (рис. 53).
Рис. 53
Для отражения потребностей производства в тех или иных материалах или полуфабрикатах предназначен отчет «План потребностей производства» (рис. 54).
Рис. 54
В отчете можно увидеть информацию о тех материалах и полуфабрикатах, в которых нуждается производство для обеспечения бесперебойной работы в течение определенного периода (рис. 55).
📌 Реклама Отключить
Рис. 55
Сертифицированные модели оборудования
Компания «1С» проводит сертификацию драйверов подключаемого оборудования. Сертифицированный программно-аппаратный комплекс подключаемого оборудования состоит из определенной модели оборудования и прилагаемого к ней программного обеспечения, а также драйвера оборудования определенной версии. Присутствие в перечне сертифицированных моделей оборудования является официальным подтверждением того, что драйвер и оборудование были тщательно протестированы «1С» на корректность совместной работы и удобство применения с «1С:Предприятием 8».
Актуальный перечень типов сертифицированного оборудования:
- Контрольно-кассовая техника с передачей данных (54-ФЗ)
- Сканеры штрихкода
- Считыватели магнитных карт
- Терминалы сбора данных
- Фискальные регистраторы, ПТК, АСПД
- Дисплеи покупателя
- Эквайринговые системы
- Электронные весы
- Весы с печатью этикеток
- ККМ, подключаемые в режиме офлайн
- RFID считыватели
- Принтеры этикеток
- Принтеры чеков
Сертифицированные драйверы включаются в состав технологической конфигурации «1С:Библиотека подключаемого оборудования», начиная с версии, указанной в перечне сертифицированных моделей оборудования на странице соответствующего типа оборудования.
Перечень типовых конфигураций, использующих Библиотеку подключаемого оборудования (БПО):
Типовые конфигурации могут не включать все типы оборудования, поддерживаемые БПО. Уточняйте на страницах конфигураций.
Версию БПО, используемую в программе, можно уточнить на портале сервиса обновлений в описании новых функций или в интерфейсе конфигурации.
Для конфигураций, разработанных на платформе «1С:Предприятие 8», но не использующих БПО, в том числе и для типовых конфигураций:
- «1С:Управление производственным предприятием 8» ред. 1.3;
- «1С:Комплексная автоматизация» ред. 1;
- «1С:Управление торговлей 8» ред. 10.3;
- «1С:Бухгалтерия государственного предприятия 8», ред. 1.
рекомендуем уточнять состав и версии используемых драйверов у партнеров-франчайзи «1С».
Обращения по вопросам работы сертифицированных моделей оборудования, принимаются службой технической поддержки «1С» — hline@1c.ru.
Драйверы оборудования могут предоставляться производителем или поставщиком оборудования на платной основе. Для получения дополнительной информации по условиям использования драйвера обращайтесь к производителю.
Правила сертификации оборудования изложены на сайте 1c.ru.